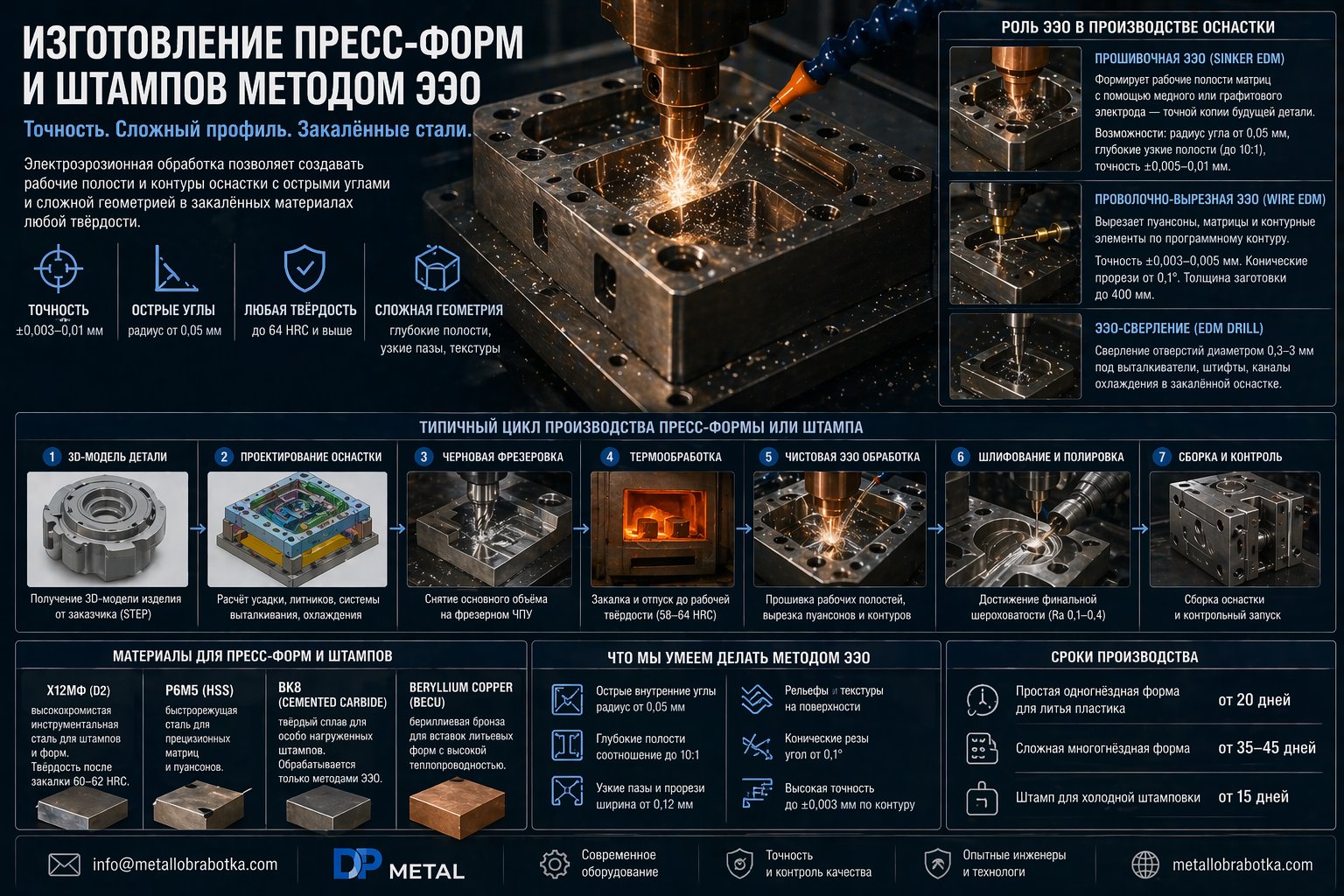
Пресс-формы и штампы — наиболее технологически сложная оснастка в серийном производстве. Точность их изготовления напрямую определяет качество каждой готовой детали в тираже. Именно здесь электроэрозионная обработка является ключевой технологией: она позволяет обработать закалённую оснастку с острыми углами и сложным профилем — то, что не под силу никакому другому методу.
Почему пресс-формы сложно изготовить
Главная сложность — материал. Рабочие части пресс-форм изготавливаются из инструментальных сталей (Х12МФ, ХВГ, Р6М5) и после черновой обработки закаливаются до 58–64 HRC. В таком состоянии обычная фрезеровка или точение практически невозможны — только твёрдосплавный инструмент, EDM и шлифование.
Роль ЭЭО в производстве пресс-форм
1. Прошивочная ЭЭО — рабочие полости матриц
Прошивочный ЭЭО-станок формирует рабочую полость матрицы с помощью медного или графитового электрода — точной копии будущей детали. Электрод погружается в закалённую заготовку матрицы и прожигает в ней зеркальный отпечаток.
Возможности: острые внутренние углы с радиусом от 0,05 мм, рельефные текстуры на дне полости, глубокие узкие полости (соотношение глубина/ширина до 10:1), точность ±0,005–0,01 мм.
2. Проволочно-вырезная ЭЭО — пуансоны и контурные детали
Проволочная ЭЭО вырезает пуансоны, матрицы листовых штампов и другие профильные элементы по программному контуру. Точность ±0,003–0,005 мм. Возможны конические прорезы (угол от 0,1°) для уклонов в штампах. Толщина заготовки — до 400 мм.
3. ЭЭО-сверление — отверстия для выталкивателей и охлаждения
Отверстия диаметром 0,3–3 мм под выталкивающие штифты и каналы охлаждения в закалённой оснастке сверлятся методом ЭЭО-сверления.
Типичный цикл производства пресс-формы
- Получение 3D-модели изделия от заказчика (формат STEP)
- Проектирование оснастки — расчёт усадки материала, система выталкивания, литники, охлаждение
- Черновая фрезеровка — снятие основного объёма на фрезерном ЧПУ
- Термообработка — закалка и отпуск до рабочей твёрдости
- Чистовая обработка ЭЭО — прошивка рабочих полостей, вырезка пуансонов
- Шлифование и полировка — достижение финальной шероховатости
- Сборка и контрольный запуск
Материалы для пресс-форм, обрабатываемые ЭЭО
- Х12МФ (D2) — высокохромистая инструментальная сталь. Основной материал для холодноштамповочных штампов. Твёрдость после закалки 60–62 HRC.
- Р6М5 (HSS) — быстрорежущая сталь для прецизионных матриц и пуансонов.
- ВК8 (Cemented Carbide) — твёрдый сплав для особо нагруженных штампов. Обрабатывается только ЭЭО.
- Бериллиевая бронза (BeCu) — для формообразующих вставок литьевых форм с высокой теплопроводностью.
Сроки и стоимость
- Простая одногнёздная форма для литья пластика — от 20 рабочих дней
- Сложная многогнёздная форма — от 35–45 рабочих дней
- Штамп для холодной штамповки — от 15 рабочих дней
Для запроса стоимости пришлите 3D-модель детали (не оснастки — мы спроектируем форму сами) на info@metallobrabotka.com. Подробнее — на странице электроэрозионная обработка металла.